Видео
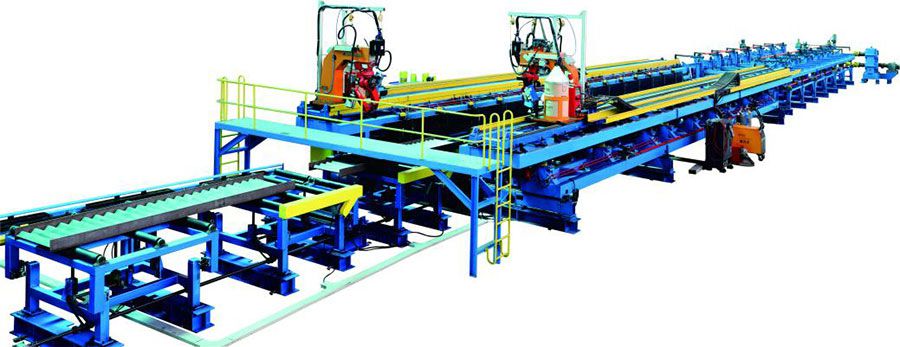
Автоматизированная линия по производству гофробалок JBH была разработана и изготовлена компанией Jinggong. Включает в себя станок продольно-поперечной резки, профилегибочную машину, устройство для подачи стенок и полок, сварочный робот, станок поперечной резки, устройство выдачи и т.д. Сварочный робот, импортированный из Италии, автоматически выполняет и контролирует все сварочные процессы, например как, лазерное сканирование всей сварочной линии, двухпозиционную сварку, замену сварочного пистолета, поперечную резку и другие. Линия для производства сварных двутавровых балок осуществляет автоматическую работу, обеспечивает производство высококачественных гофро-балок (SIN-балок), высокую эффективность и надежность.
Состав производственной линии
-
-

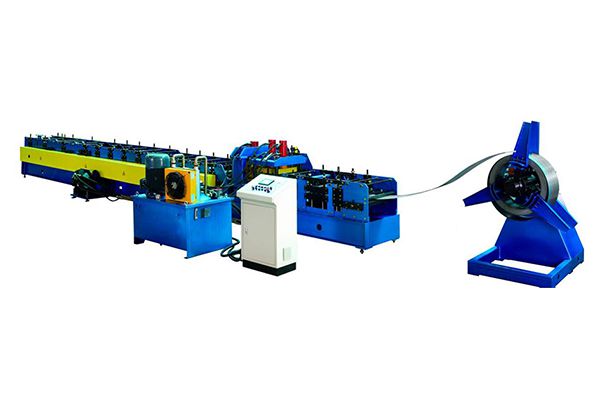
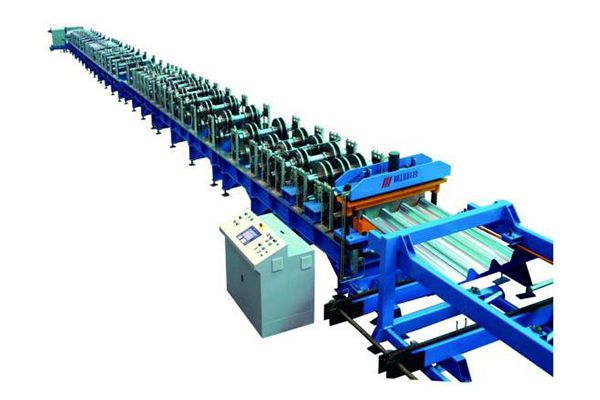
- Профилегибочная машина для стенок: имеет верхние и нижние валки. Валки вращаются, используя модуль подачи питания. Преобразователь частоты настраивает скорость профилирования. Нижние валки зафиксированы, тогда как высота верхних валков может быть отрегулирована согласно параметрам двутавровых балок. Посредством двигателя настраивается высота между валками для выпуска балок с гофрированными стенками. Станок для профилирования контролируется системой управления ПЛК.
-
-
-

- Устройство для подачи стенок и полок
перемещающим гофрированные листы к сварочному роботу и оснащен специальной транспортирующей установкой. Модули для передачи левой и правой полки симметричны и предназначены для перемещения полок к сварочному роботу. Имеет рамную конструкцию с подъемным устройством и двигатель.
-
-
-

- Автоматический сварочный робот
сварочный робот, импортированный из Италии, автоматически выполняет и контролирует все сварочные процессы, например как, лазерное сканирование всей сварочной линии, двухпозиционную сварку, замену сварочного пистолета, поперечную резку и другие. Легко справляется со сваркой даже поперечного сечения гофробалки.
-
-
-
- Станок поперечной резки и устройство выдачи
применяется для выгрузки готовых двутавровых балок. Передаточный механизм продольного типа регулируется согласно высоте полок. Готовые двутавровые балки опускаются на боковой стол и затем выгружаются.
-
-
- Станок продольно-поперечной резки (опционально)
состоит из размотчика, подающего устройства, станка продольно-поперечной резки и т.д. Станок устанавливается перед профилегибочной машиной, разрезая вдоль и поперек перед подачей для профилирования.
- Станок продольно-поперечной резки (опционально)
Технические характеристики
| Наименование | Параметры | ||||
| Машина профилирования (гофрирования) стенок | Сырьевые материалы | Предел прочности на растяжение (МПа) | ≤345 | ||
| Толщина стали (мм) | 2-6(≤235 МПа): 2-4(≤345 МПа) | ||||
| Ширина стали (мм) | 350-1500 | ||||
| Габариты профиля | Высота волны (мм) | 40-50 | |||
| Расстояние между волнами (мм) | (Около)155 | ||||
| Способ подачи стали | Конвейер | ||||
| Передача гофрированных стенок | Цепная передача | ||||
| Мощность подачи (кВт) | 30 | ||||
| Общий вес (т) | (Около)11 | ||||
| Габариты (мм) 6235×1640×2500 | |||||
| Автоматический робот для сварки гофро-балок | Размеры заготовки (мм) | Длина заготовки | 4000-20000 | ||
| Толщина стенок | 2-6 | ||||
| Высота стенок | 350-1500 | ||||
| Толщина полок | 10-30 | ||||
| Ширина полок | 150-500 | ||||
| Способ сварки | Одновременная двухпозиционная сварка импортированным сварочным роботом | ||||
| Тип сварки | Сварка CO2 | Сканирование гофро-стенки | Лазерное сканирование всей линии | ||
| Тип резки | Плазменная резка | Способ управления | Автоматическое управление | ||
| Скорость сканирования (мм/с) | ≥600 | Скорость сварки (мм/мин) | Макс. 830 | ||
| Полная мощность (кВт) | 132 | ||||
| Габариты (мм) | 24000×6500×3500 | ||||
| Общий вес (т) | (примерно) 41 | ||||
| Полная мощность (кВт) | 195 (не включая линию продольно-поперечной резки) | ||||
| Общий вес (т) | 86 (линия продольно-поперечной резки) | ||||
| Габариты (мм) | 67550×8500×3500(не включая линию продольно-поперечной резки) | ||||