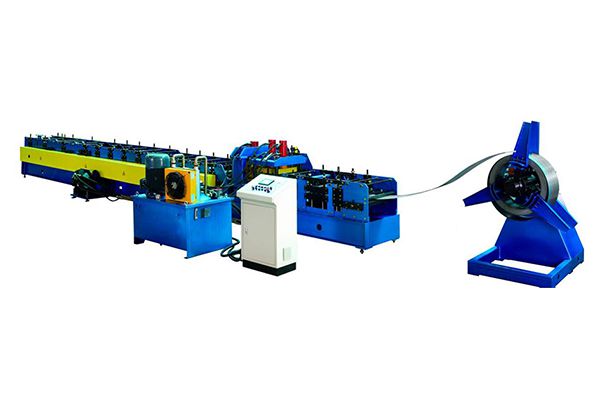
Линия для сварки двутавровых балок JBH15 состоит из конвейера подачи панелей, формовочной машины, машины для резки полотна по заданной длине, сборочной машины (не для конической балки), передающего конвейера, машины для сварки и резки гофрированной сетки, сборочного устройства для конической балки, электрической системы, пневматической системы и гидравлической системы.
- Длина двутавровой балки: 4-16 м;
- Высота двутавровой балки: 300-1500 мм;
- Толщина гофрированного полотна: 2–6 мм (≤235 МПа), 2–4 мм (≤345 МПа);
- Толщина плоского полотна: 4-6 мм;
- Гофрированное полотно: около 40-43 мм (настраивается);
- Длина синусоидальной волны гофрированного полотна: около 155 мм;
- Толщина фланца: 8-30 мм;
- Ширина фланца: 150-500 мм;
- Длина конического поперечного сечения двутавровой балки: 4-12 м;
- Макс. высота конического поперечного сечения двутавровой балки: 1200 мм;
- Мин. высота конического поперечного сечения двутавровой балки: 300 мм;
- Полный размер зоны размещения линии: 92*4 м (длина*ширина)
- Подготовка катушки
- Подготовить стенки составной балки
- Подача рулона для полотна (толщина=2~3м)
- Подача плоской рулонной панели
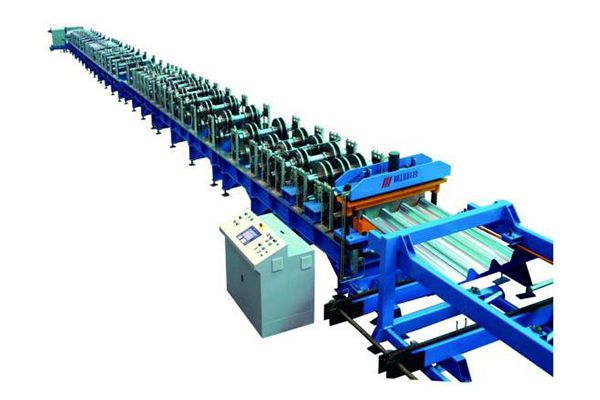
- Формование
- Подающий фланец
- Двутавровая балка в сборе
- Сварка двутавровой балки
- Коническая балка в сборе
- Выход
-
-

- Холстоформирующая машина
Машина оснащена верхними и нижними роликами. Скорость профилирования можно регулировать с помощью частотного регулятора. Нижний ролик зафиксирован, а верхний ролик может использоваться в качестве подъемного элемента. Нижний ролик и синхронное подъемное устройство регулирует расстояние между верхним и нижним роликами, чтобы получить синусоидальную волну. Для регулировки используется ПЛК. Машина оснащена центрирующим устройством, устройством для выпрямления, вспомогательным зажимным устройством и устройством автоматического масштабирования а.
-
- Предел текучести материала: ≤345 Мпа;
- Толщина гофрированного полотна: 2–6 мм (≤235 МПа), 2–4 мм (≤345 МПа);
- Ширина панели: 300-1500 мм;
- Гофрированное полотно синусоидальной высоты волны: около 40-43 мм (регулируется);
- Длина синусоидальной волны гофрированного полотна: около 155 мм;
- Давление подачи воздуха: 0,7 Мпа;
- Гидравлическое давление: 6 Мпа;
- Режим центрирования панели: вручную;
- Скорость формования: 0,5-4,2 м/мин;
- Входная мощность: 33 кВт;
- Гидравлическая станция: 5,5 кВт;
- Режим вывода гофрированного полотна: цепная передача;
- Вес машины: около 10 тонн;
- Размер машины (Д*Ш): 20*4 м;
-
-

- Машина для резки полотна по длине
Машина используется для транспортировки гофрированного листа к сварочному аппарату, оснащена устройством бокового перемещения листа. Левый и правый фланцевые передаточные узлы расположены симметрично. Основной функцией узлов является транспортировка к сварочному аппарату. Рама оснащена подъемным устройством и мотор-редукторным приводом.
-
- Ширина резки: 300-1500 мм
- Макс. ток во время резки: 65А
- Входная мощность: 12 кВт
- Размер машины (Д*Ш): 1*3 м
-
-

- Сборочная машина (не используется для конической балки)
Машина состоит из конвейера подачи гофрированного полотна, конвейера подачи фланца, сборочной машины для стандартной двутавровой балки (плоского полотна), электрической системы, пневматической системы, гидравлической системы и т.д. Панель из гофрированного полотна подается на сборочную машину конвейером. В то же время две части фланцевой панели поднимаются на конвейер с помощью крана. Панели зажимаются масляным цилиндром и движутся вперед с помощью гидравлического двигателя, а автоматический пистолет для точечной сварки выполняет сварку на вершине синусоидальной волны.
-
- Длина двутавровой балки: 4-16 м
- Ширина фланца: 150-500 мм
- Скорость подачи гофрированного полотна: 3-15 м/мин
- Скорость сборки: макс. 2,2 м/мин
- Ширина гофрированной двутавровой балки: 300-1500 мм
- Общая входная мощность: около 25 кВт
- Размер машины: 18*4 м
-
-

- Машина для сварки и резки гофрированного полотна
Машина для сварки и резки гофрированного полотна является ключевой частью оборудования. Устройство состоит из системы подачи панелей, системы сварки с функцией отслеживания сварки, системы резки конической балки, гидравлической системы, пневматической системы, электрической системы управления и т.д.
-
Принцип работы
Двутавровая балка перемещается в правильное положение, а затем плотно зажимается. Система следящей сварки с обеих сторон запускает сварку двутавровой балки в соответствии с заданными параметрами. Метод сварки - лазерная сварка.
Станок используется для производства конусных балок. После изготовления стандартной двутавровой балки система запускает функцию резки. Коническая балка собирается вручную и снова транспортируется к станку для последующей сварки.
- Стандартная длина двутавровой балки: 4-16 м
- Стандартная высота двутавровой балки: 300-1500 мм
- Длина конусной балки: 4-16 м
- Макс. высота большого конца конической балки: 1200 мм
- Мин. высота малого конца конической балки: 300 мм
- Давление воздуха: 0,7 мПа
- Режим сварки: лазерная сварка защитным газом
- Режим резки: плазменная резка с отслеживанием напряжения дуги
- Скорость сварки: около 700 м/мин (макс. линейная проекция средней скорости)
- Общая входная мощность: 95 кВт
- Размер машины (Д*Ш): 20*4 м
-
-

- Транспортировочный конвейер
Конвейер состоит из вертикального конвейерного ролика и электрической системы управления.
Конвейер предназначен для транспортировки балки после ее сборки для сварки. Конвейер можно регулировать в соответствии с размером двутавровой балки. Если двутавровая балка должна быть сварена двойным швом, ее следует перевернуть на 180 градусов с помощью крана и снова поставить на конвейер.
-
- Длина выходной двутавровой балки: 4-16 м
- Общая входная мощность: 6 кВт
- Размер конвейера (Д*Ш): 18*4 м
-
- Устройство сборки конической балки
Это устройство включает в себя набор подъемных приспособлений для конической балки.
Заготовку поднимают грузоподъемным устройством в зону сборки конической балки, вручную собирают фланец с помощью специального приспособления и снова ставят на машину для сварки.
- Устройство сборки конической балки
| No. | Наименование | Тип | Количество | Примечание |
| 1 | Сборочная машина | JBH15.01 | 1 | |
| 2 | Сварочный аппарат | JBH15.02 | 1 | |
| 3 | Транспортировочный конвейер | JBH15.03 | 1 | После сборки под сварку |
| 4 | Устройство резки | JBH15.04 | 1 | Плазменная резка |
| 5 | Устройство сборки конической балки | 1 | ||
| 6 | Формующее устройство | JBH150A | 1 | t=2-6 мм(≤235 МПа);t=2-4 мм(≤345 МПа) |
| 7 | Пневматическая система | 1 | ||
| 8 | Гидравлическая система | 1 | ||
| 9 | Система управления | 1 | 400В/3P/50Гц | |
| 10 | Чертеж входного конвейера | 1 | Предоставляется покупателем |
1. После получения депозита продавец составляет для покупателя предварительный список. Покупатель подготавливает краны, сварочные материалы (флюс, сварочная проволока, газ и т.д.), источник газа, блок питания, кабели, гидравлическое масло, смазку и другие необходимые инструменты.
2. Материал для проверки на заводе продавца предоставляется покупателем.